In manufacturing, the design of the process flow is critically important to reduce waste and minimize constraints. When this is done properly, your operations should run as smoothly as possible to ensure that you are able to deliver items on time, minimize inventory levels of work-in-progress items, and reduce costs.
In the Theory of Constraints (TOC), there are four primary types of plants that describes the flow of materials through the operation: V, A, T, and I. The "letter" determinant is based on the shape created when drawing the flow of materials from the bottom of the page to the top.
A VATI Analysis can be performed to identify potential bottlenecks within your facility. This involves drawing out the flow of products through your facility, identifying the bottleneck operations, and adding strategic buffers to control operations. Small changes such as adding buffers and synchronizing material release can translate into big results downstream. A VATI Analysis is an especially useful technique if you are experiencing shortages of key items while having excess inventory for other types of items.
What Type of Plant Do You Have?
V-Plant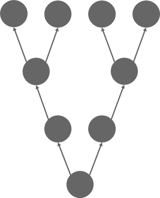
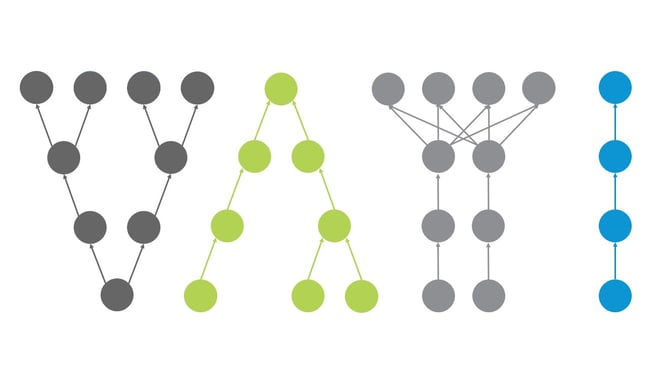
The V-Plant is also known as a "one-to-many" plant. This is where a central operation and raw material diverges into different products. Once the materials have passed a divergence point, they usually cannot return to a previous step without major rework.
Challenges of V-Plants:
- High number of work-in-progress and finished goods compared to raw materials.
- Tendency to push for large batches at the first operation, which may not be supported by downstream operations.
A-Plant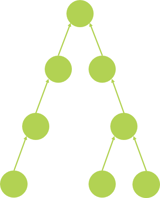
The A-Plant is also known as a "many-to-one" plant. This is where many different raw materials are combined and assembled into a final product. These raw materials are specific to the final product and each assembly step can only be performed if all of the required materials are available.
Challenges of A-Plants:
- Coordination between all machines and operations can be challenging to execute so that you have all of the materials required for assembly.
- Excessive work-in-progress items as you often experience shortages of key materials. When you have shortages of important materials, the assembly cannot be performed.
- Resources are not utilized efficiently as you experience bottlenecks.
T-Plant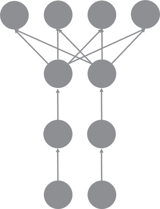
The T-Plant is also known as a "many-to-many" plant. This is where you have a number of basic items that are assembled into different configurations. The production routings are usually dissimilar for each items but these are in turn used as parts for different final products.
Challenges of T-Plants:
- Excessive work-in-progress items as you often experience shortages of key materials. When you have shortages of important materials, the assembly cannot be performed.
- You may accrue high inventory costs if you have shortages of key materials that prevent assembly.
I-Plant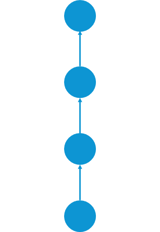
The I-Plant is also known as a "one-to-one" plant. This is the most basic type of configuration where the product flows through the same sequence to make finished goods. An assembly line is also a type of I-Plant. Here, you have a similar number of raw materials, work-in-progress, and finished good items, with similar operation run times at each step.
Challenges of I-Plants:
- High variability in demand can cause an imbalanced workload and low efficiencies at times.
- This leads to poor resource utilization.
It is important to note that very few manufacturing companies only have a single letter that describes their entire flow of operations. The most common combinations are:
- V-base + T-top
- A-base + T-top
- V-base + A-top
- V-base + A-middle + T-top
- A-base + V-base + T-top
So why should you care about the shape of your production flow?
Well, because the shape will dictate the best practices you can use to leverage your constraints and synchronize the flow of materials to ensure that you can meet your need dates.
Now that you have done a VATI Analysis of your plant, you can determine the best way to schedule and manage your operations.
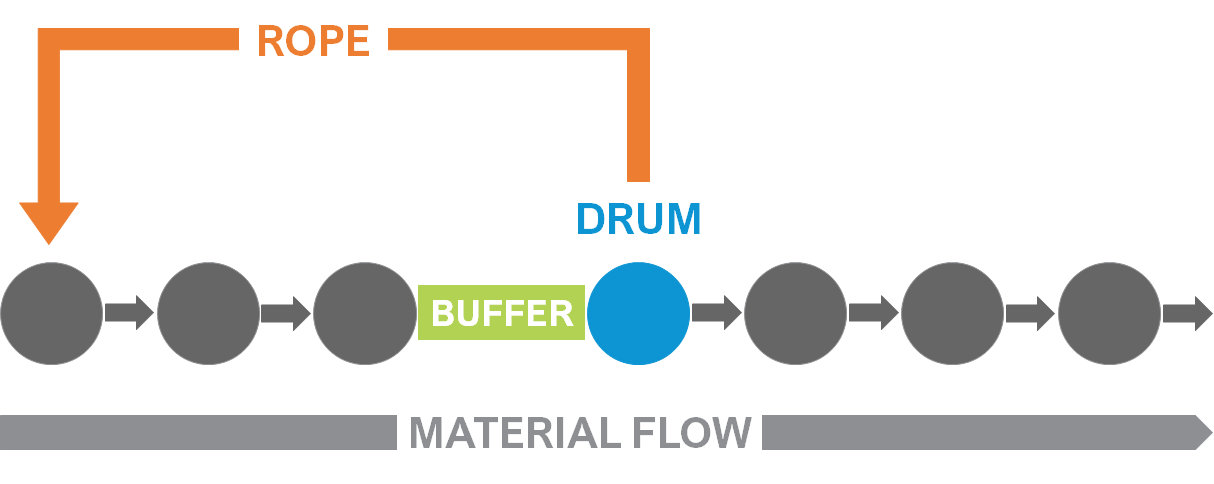
The Theory of Constraints offers a scheduling solution that aims to identify the operation that is causing the bottleneck in order to synchronize all other operations. This solution is called "Drum-Buffer-Rope" where the drum represents the slowest step or constraint. The buffer represents an additional time place before the drum to protect it and ensure that it always has work flowing through it. The rope controls the release of work to the drum resource to prevent the accumulation of work-in-progress items if the drum if at max capacity.
Strategies to Manage Operations
- Determine the constraint based on load and variability. For V-Plants, this is usually the first resource.
- Synchronize all material release to the constrained resource.
- Plan downstream operations to support the materials pushed from the constraint.
- Add strategic time buffers to protect the constraint from variability and switch all non-constraint resources to infinite capacity to avoid unnecessary push-outs downstream.
These strategies can be easily implemented with an Advanced Planning and Scheduling software. PlanetTogether's APS system allows you to do DBR scheduling where you can identify the drum resource and adjust the buffer time span. In addition, all material release can be controlled so that all of your operations can be synchronized to prevent having excess work-in-progress items. Overall, an Advanced Planning and Scheduling software will allow you to meet you delivery times, increase efficiency, and increase profits.
Advanced Planning and Scheduling (APS) Software
Advanced Planning and Scheduling Software has become a must for modern-day manufacturing operations as customer demand for greater product assortment, faster delivery, and downward cost pressures grows. These systems help planners save time while providing greater agility in updating ever-changing priorities, production schedules, and inventory plans. APS Systems can be quickly integrated with an ERP/MRP software to fill the gaps where these systems lack planning and scheduling flexibility, accuracy, and efficiency.
With PlanetTogether APS you can:
- Create optimized schedules that balance production efficiency and delivery performance
- Maximize throughput on bottleneck resources to increase revenue
- Synchronize supply with demand to reduce inventories
- Provide company-wide visibility to resource capacity
- Enable scenario data-driven decision making
The implementation of an Advanced Planning and Scheduling (APS) Software will take your manufacturing operations to the next level of production efficiency by taking advantage of the operational data you already possess in your ERP system. APS is a step in the right direction of efficiency and lean manufacturing production enhancement. Try out a free demo!
Related Capacity Planning Video
APS Resources